
螺杆拆卸、安装、生产、定期检验、 停机及储存的详细步骤
发布时间:
2023-08-07
螺杆的拆卸和安装是客户一直以来非常关心的问题,这里就教大家如何正确有效地更换、安装螺杆。

1.螺杆的拆卸和安装是客户一直以来非常关心的问题,这里就教大家如何正确有效地更换、安装螺杆。
2.(图)螺杆拆卸、安装的详细步骤(一)
3.螺杆拆卸步骤及生产与停机注意事项:
3.1把料管温度升至适当温度(可比平常生产温度提高10℃至20℃). (依停机时生产材质所需温度),此步骤于设备因订单、修模或换线停机时,亦可使用。
3.2加上清料管料(如PP料),再把料管内所有料射空(含PP料) ,此步骤于设备因订单、修模或换线停机时,亦可使用。.
3.3螺杆松退至最后.
3.4把开模位置及模厚位置调至最大(机台上模具需拆下).
3.5拆掉射座上盖及射出防护罩.
3.6关掉总电源.
3.7拆下射嘴及法兰上的发热圈和感温线.
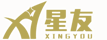
3.8用内六角扳手拆下螺杆尾部螺丝,使螺杆与马达分开,(如图1,图2).
3.9

图1 拧下固定的螺丝
3.10
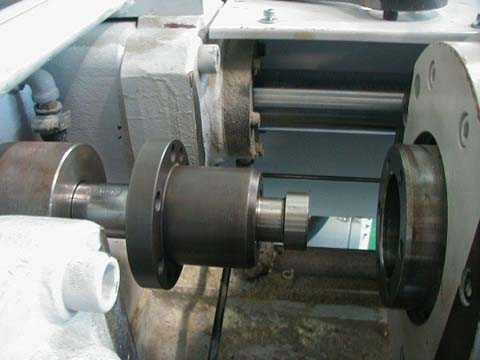
图2 螺杆与马达分开
3.11取下螺杆尾部的两个卡环,拿出法兰,(如图3,图4, 图5).
3.12
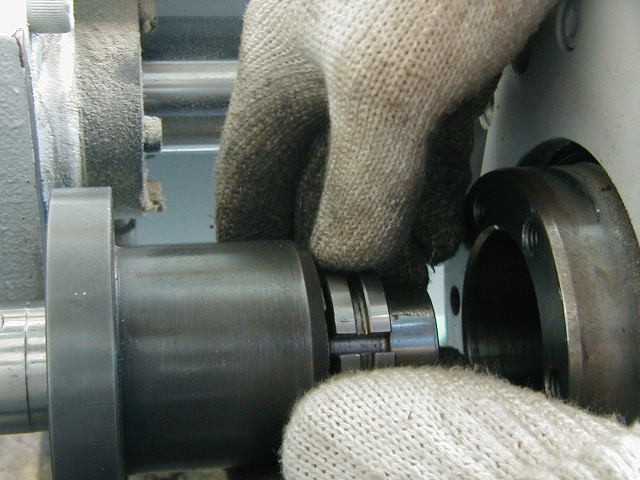
图3 拆两个卡环
3.13
图
4
取出法兰
3.14

图5 法兰取下后
3.15拆下螺丝及其法兰的螺丝,并拿下. (如图6,图7, 图8)
3.16

图6 拆射嘴
3.17 (图)螺杆拆卸、安装的详细步骤(二)
3.18

图7拧下法兰螺丝
3.19

图8 取下法兰
3.20

图9 扳住螺杆尾部
3.21

图10 扳下螺杆头
3.22

图11 取下螺杆头组
3.23

3.24图)螺杆拆卸、安装的详细步骤(三)
3.25螺杆安装的详细步骤:
3.25.1装上法兰,固定法兰的螺丝前端也要上防热油,并上紧时需对角上,(如图1, 图2,需同一人完成,确保锁附时力量及对角不混乱).
3.25.2

图1 涂上防紧蚀膏(COPPER COMPOUND ,品牌:SPANJAARD,来自英国品牌,耐温到890°C)

防紧蚀膏
3.25.3
图2 对角紧拧法兰螺丝
3.25.4装上射嘴法兰上的发热圈、感温线及射出防护罩.
3.25.5螺杆尾部装上键,法兰两个卡环及与马达连接上,盖上射座盖子.
(如图3, 图4, 图5, 图6)
3.25.6

图3 装上键
3.25.7
3.25.8
图4 装上法兰
图5 装上两个半圆
3.25.9

图6 拧上螺丝
4机台整理
5储存:
5.1先将料管整组(含料管壁、螺管、法兰、射嘴、过胶(火箭) 头、过胶圈、过胶介子)均匀涂上一层防锈油(机油 10W-40,若更常时间未使用,建议涂上黄油)。
5.2再以伸缩膜加以全部包覆。
5.3标注所需使用之设备名称及规格(如:直径…)。
5.4料管整组以如图方式平放于架子上。

螺杆以如图方式悬挂方式保存,以防止平放变形,弯曲。

单独储存之射嘴、过胶(火箭)头、过胶圈、过胶介子以塑料箱存放,以免落下损伤。

调整射嘴中心:
如:VE系列有时拆料管时,会移出射座,然后吊出料管,此时射嘴中心会有偏移,需调校。
锁上射移连杆固定件。
放松射座机构调整螺丝。
射座前进到射嘴与头板内平面中心点。
测量射嘴与头板上之模具固定环的距离,并调整射座结构之螺丝,达到与固定环距离上下左右对称(A、B、C、D点至中心位置误差不得超过0.05mm)。
锁紧射座机构调整螺丝,确保距离不再偏移。
7 料管螺杆安装完毕后之开机调试注意事项如下:
7.1 第一次加热,温度设定为180∘C,到达温度后,维持5分钟后,再设定所需温度(如:250∘C),到达所需温度后,持续加热15分钟后,方可作动。
7.2手动缓慢测试射胶与松退动作5次(此时勿加塑料,注意射胶位置需到 “0”)后,测试加料动作,切勿有摩擦噪音。
7.3射座向前到底(往模具方向),检查加热线是否整理适度?
8料管螺杆定期检验方法:
8.1判定料管螺杆可继续使用或报废之缘由及方式:
8.1.1缘由:针对不同之成型产品,由于各产品间之质量精度要求各不相同,我司可提供定期检验数据,但无法针对磨损部分来加以判定是否可继续使用或报废。
8.1.2方式:是否继续使用或报废? 终究需回归客户成型后,产品质量判定结果。
8.1.3替代:针对精度高之产品,已不适用之料管螺杆,可转换之精度低之产品使用。
8.2定期检验:
8.2.1新制作料管螺杆规格,提供关键尺寸之设计公差。
8.2.2保固期后,针对PA46 无卤料管,每三个月进行抛光检测,每次需费时3个工作天(含拆装),出据量测数据供客户参考!
8.2.3保固期后,针对LCP料管,每六个月进行抛光检测,每次需费时3个工作天(含拆装),出据量测数据供客户参考!
8.2.4客户取得量测数据,再配合自身之产品成型后特性,判断是否原产品继续生产,换产品生产或料管螺杆报废。
上一页
上一页
相关新闻
2021-09-15
2021-09-15
2021-09-15
2021-09-15
相关新闻

关注我们





